Стеклотекстолит представляет собой популярный композитный материал, широко востребованный в электротехнической и электронной промышленности. Его уникальные свойства, такие как высокая механическая прочность, отличные диэлектрические характеристики и стойкость к нагреву, делают его незаменимым для изготовления печатных плат, изоляционных панелей и различных деталей электрооборудования. Однако эти же свойства создают и определенные сложности при механической обработке. Неправильные действия могут привести к сколам, расслоению материала, быстрому износу инструмента и даже к повреждению заготовки. Данная статья представляет собой подробное руководство, которое поможет вам освоить основные приемы работы с этим материалом.
Подготовка к работе: выбор инструмента и безопасность
Успех любой операции по обработке стеклотекстолита начинается с тщательной подготовки. Основа материала — стеклоткань, пропитанная эпоксидной смолой, обладает высокой абразивностью. Это означает, что обычный инструмент, предназначенный для дерева или стали, здесь не подойдет и моментально затупится.
Для резки, сверления и фрезерования необходимо использовать инструмент с твердосплавными напайками (ВК8) или специализированные биметаллические пилы. Инструмент из быстрорежущей стали (HSS) допустим только для разовых работ с тонкими листами и будет требовать частой заточки. Не менее важным аспектом является безопасность. При обработке с электроизоляционным стеклотекстолитом образуется мелкая пыль, содержащая частички стекловолокна. Работать обязательно нужно в хорошо вентилируемом помещении, используя респиратор и защитные очки. Для удаления пыли непосредственно из зоны реза идеально подходит пылесос.
Технология резки: получение чистой кромки
Резка является одной из самых распространенных операций, будь то раскрой листа на заготовки или отделение готовой платы от панели. Существует несколько основных методов, каждый из которых имеет свою область применения.
Для прямолинейного раскроя листов толщиной до 2-3 мм оптимальным инструментом является циркулярная пила или лобзик с направляющей. В циркулярную пилу устанавливается диск с мелким зубом и твердосплавными напайками. Скорость вращения должна быть высокой, а подача — медленной и плавной, без сильного давления. Это предотвратит вырывание волокон и образование сколов на поверхности. Лобзик следует использовать с пилкой по металлу с мелким зубом. Его главное преимущество — возможность криволинейного реза, хотя качество кромки может быть немного хуже, чем у дисковой пилы.
Для тонких листов и печатных плат прекрасно подходит ручной резак (монтажный нож) и металлическая линейка. После нескольких проходов ножом по размеченной линии материал легко ломается по надрезу. Этот метод дает очень чистую кромку без пыли. Наконец, для сложных контуров и серийного производства используется фрезерный станок с соответствующей концевой фрезой, о чем мы поговорим подробнее ниже.
Сверление отверстий: точность и чистота
Сверление — это критически важная операция, особенно при изготовлении печатных плат, где требуется высокая точность позиционирования монтажных и переходных отверстий.
Правильный выбор сверла — залог успеха. Используйте острые твердосплавные (вольфрамовые) сверла. Спиральные сверла по металлу из быстрорежущей стали быстро тупятся и могут привести к расслоению материала. Диаметр сверла должен соответствовать заданному размеру отверстия. Ключевым параметром является скорость вращения шпинделя. Для сверления электроизоляционного стеклотекстолита требуется высокие обороты (не менее 10-15 тыс. об/мин для сверл малого диаметра) и медленная, плавная подача без избыточного давления.
Сильное давление — самая распространенная ошибка. Оно приводит к перегреву, выкрашиванию материала с обратной стороны заготовки (образование «прорыва») и быстрому затуплению сверла. Для охлаждения можно использовать сжатый воздух, но следует избегать жидких смазочно-охлаждающих жидкостей, которые могут впитываться в материал и ухудшать его диэлектрические свойства. Для получения чистых отверстий без заусенцев под заготовку рекомендуется подкладывать кусок древесно-стружечной плиты или другого подобного материала. Это также помогает предотвратить «прорывы» на выходе сверла.
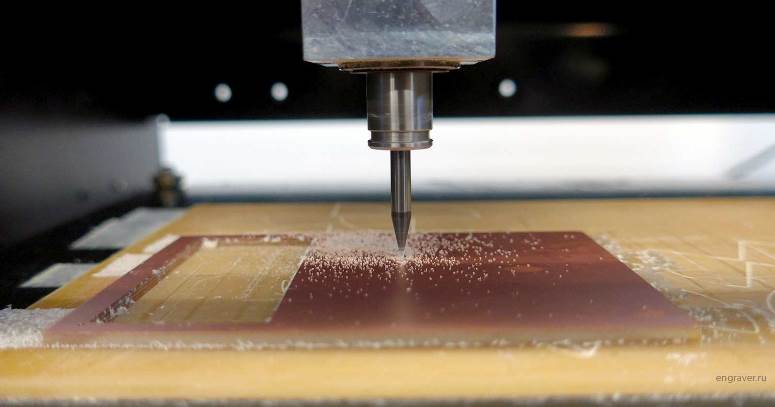
Фрезерование: создание сложных контуров и пазов
Фрезерование является наиболее гибким и точным методом обработки, позволяющим создавать сложные контуры, пазы, карманы и выбирать дорожки на печатных платах.
Для этой операции используется концевая фреза, одно- или двухзаходная, с твердосплавными режущими кромками. Очень важную роль играет правильное закрепление заготовки на столе станка или с помощью вакуумного стола. Любая вибрация приведет к ухудшению качества обработки и сколам. Режимы резания должны быть рассчитаны таким образом, чтобы минимизировать нагрев. Как правило, это высокие обороты шпинделя и быстрая, но плавная подача.
Медленная подача фрезы приводит к тому, что она вместо резания начинает тереть материал, перегревая смолу и вызывая ее оплавление. Это может заклинить фрезу и привести к ее поломке. Для эффективного отвода тепла и удаления стружки рекомендуется использовать обдув сжатым воздухом. При фрезеровании контуров печатных плат часто применяют стратегию «в несколько проходов», снимая за один проход по 0,5-1 мм материала, что позволяет получить чистую кромку без сколов медного покрытия и диэлектрика.
Финишная обработка и меры предосторожности
После механической обработки кромки и поверхности часто требуют дополнительной доработки. Для удаления заусенцев и мелких сколов используется мелкозернистая наждачная бумага или специальные абразивные бруски. При работе с печатными платами особенно аккуратно нужно зачищать края медных дорожек.
Помните, что пыль, образующаяся при обработке электроизоляционного стеклотекстолита, не только вредна для дыхания, но и обладает электроизоляционными свойствами. Ее скопление на контактах оборудования или внутри электронных устройств может привести к ухудшению характеристик и даже короткому замыканию. Поэтому после всех операций заготовку и рабочее место необходимо тщательно очистить с помощью щетки и пылесоса. Не следует использовать для этого сжатый воздух под высоким давлением, так как это поднимет пыль в воздух.
Соблюдение этих несложных, но важных правил и технологий позволит вам добиться высокого качества обработки, сохранив физические и диэлектрические свойства материала, и обеспечить долгий срок службы вашего инструмента.